联系我们
在线客服服务一:
在线客服服务二:
在线客服服务三:
电话:15931963763
邮件:sjzzhyong@gmail.com
地址:邢台市顺德商务大厦
网址:http://www.yxkj68.cn
邢台宁波紧固件生产流程管理系统需求分析及系统方案
通过与贵公司生产部人员的沟通,并对生产车间产品工艺做了初步了解、调研。我们对贵公司的生产流程有了比较全面的了解,同时依据我们对于“邢台振成机械有限公司”开发的ERP系统(已经实施运行一年多)的经验,现对《生产流程及计件工资管理系统》(暂定名称,以下简称“系统”)做如下需求分析,并做相应系统方案,请贵公司领导及相关业务人员批评指正!
一、 需求分析及企业现存问题部分
1、 企业是“以销定产”管理模式,销售订单要贯穿整个生产过程。
2、 系统主要完成订单管理、生产任务下达、各工序(拉丝、冷镦、热处理、表面处理、包装等)生产情况(包括流程及库存)管理
3、 系统开始于订单结束于包装,不涉及销售(成品物流)。
4、 企业生产车间包括:拉丝、冷镦、热处理、表面处理、包装五个车间。
5、 根据产品工艺特点,可以把生产流程划分为3部分,即拉丝(工序为:酸洗、粗拉、精拉、退火)车间为第一阶段,冷镦车间、热处理车间、表面处理车间为第二阶段,包装车间为第三阶段。各工序分析入表一所示。
表一. 生产工序分析表
生产阶段 |
工序 |
生产产品属性 |
单位 |
计件工资依据 |
计件对象 |
备注 |
第一阶段 |
酸洗 |
线径、材质 |
重量 |
重量 |
班组 |
1、粗拉、精拉可以合并成一个工序,拉丝 2、带订单号码,主要还是按批号、钩号 |
粗拉 |
材质、线径变化 |
重量 |
线径、重量 |
人员 |
||
精拉 |
材质、线径变化 |
重量 |
线径、重量 |
人员 |
||
退火 |
线径、材质 |
重量 |
重量 |
班组 |
||
第二阶段 |
冷镦 |
产品类型、规格、线径、材质 |
件数、重量 |
产品类型、规格、线径、件(支数) |
机台、人员 |
订单号码(合同号) |
热处理 |
产品类型、规格、线径、材质 |
件数、重量 |
重量 |
班组 |
订单号码(合同号) |
|
第三阶段 |
包装 |
产品类型、规格、线径、材质 |
包装物 |
人员 |
订单号码(合同号) |
6、 各车间统计员主要填写日报表和转移单,用Excel简单统计生成报表。存在问题是,a)、统计员除了手工填写日报表外,还要在Excel中录入相应数据,有几个报表录入几遍,重复工作;b)、转移单前道工序录入后,下道工序还需重新录入,重复工作。
7、 生产任务下达后,任务的完成不可控,经常出错或延期;查找问题原因很困难;报表没有关联性,不系统,查找非常繁琐。
二、 系统方案
通过以上分析,由企业生产的产品——紧固件的工艺特点(品种多)所决定,出现生产统计中的工作繁琐、重复、容易出错、关联性不强的问题。这些问题正是计算机软件系统能够解决的,因此需要一套严谨完整的计算机软件系统。
2.1软件系统设计及优点
a) 系统使用Delphi +MS SQL Server 2000开发,为C/S(服务器/客户端)结构,其优点是操作方便、录入简单、服务器压力小。
b) 针对C/S(服务器/客户端)结构升级麻烦的缺点,本系统支持类似于杀毒软件中的软件自动升级功能。
c) 软件流程示意图,如下图:
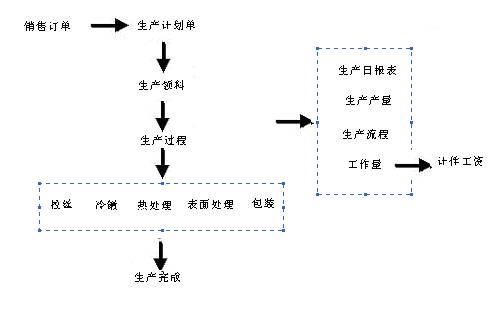
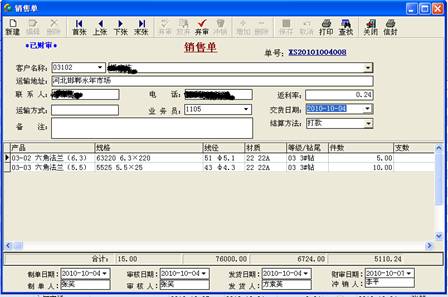
d) 销售订单由销售部门开具,信息包括:客户名称、客户代码、联系地址、联系电话、合同号、订单期限,产品信息,如下所示:
e) 计划部门,按订单,分解生产任务。
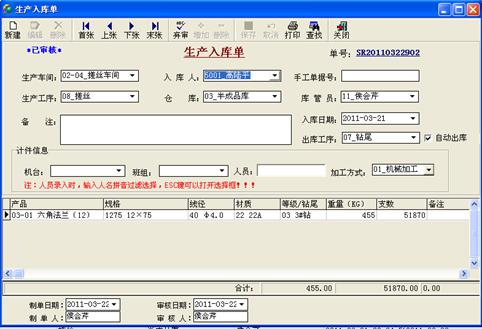
f) 各车间统计人员只需录入一两个单据即可完成原来多此录入的功能,下道工序自动结转上道工序。如下图:
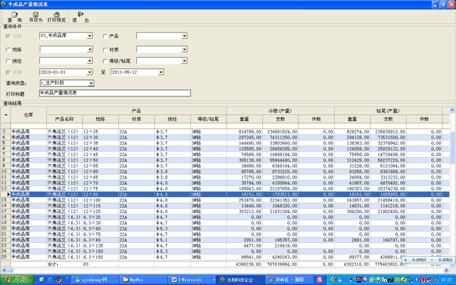
g) 产量报表实时生成,如下图
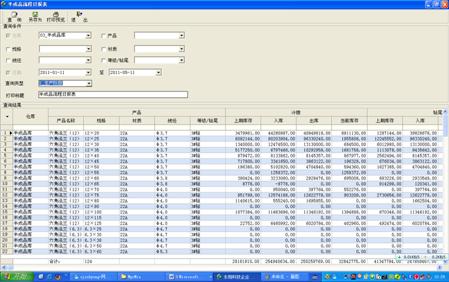
h) 生产过程及时监控,如下图:
i) 报表功能除能完成现有报表功能外,可以根据企业实际情况,通过升级扩展来实现,无需车间统计人员生成,再汇总。车间统计人员只需做好基础数据的录入和审核工作即可。
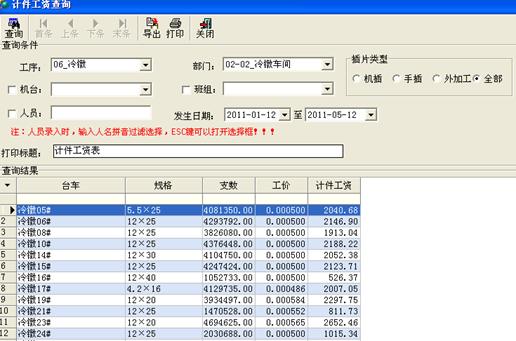
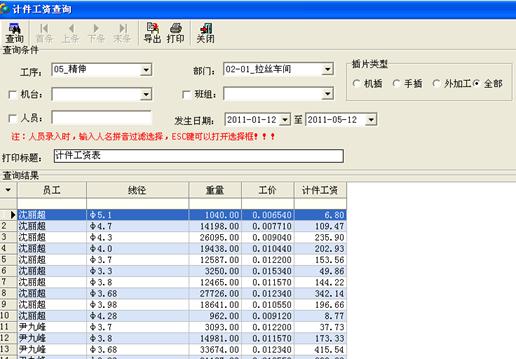
j) 各车间工序工作量自动计算,工价设置好后,能自动计算计件工资。如下图:
k) 系统按照工作流的思想设计,人员和所属部门相对应,权限除了按功能划分还能按人员所属部门来区分。单据可以设置录入人员、审核人员分开,避免录入信息出错。
l) 根据具体业务流程,可以设置相应提示功能,例如:冷镦生产量不能大于订单减去以前生产量。
2.2软硬件要求
a)软件环境
客戶机方面 |
服务器方面 |
|
操作系统 |
Windows98/ Windows 2000/ Windows 2003/XP |
NT4.0/ Windows 2000 Server/ Windows 2003 Server |
数据库 |
MS SQL SERVER 2000 |
|
b)硬件环境
客户机方面 |
服务器方面 |
|
1. 中央处理器 |
P4 or 更高 |
PC SERVER or 更高 |
2. 内存 |
|
|
3. 硬盘 |
由Windows设定来决定 |
〔建议有Buffer和RAID5〕 (具体数值视数据量而定) |
4. 联网 |
10/
|
10/100 TEthernet |
b)网络拓扑图

上一案例:邢台市国税局电子档案管理系统软件
